


Semua produk
Kontak Person :
Hua Dong
Panel Waterwall Anti Korosi Cladding ASME 2mm Paduan Nikel
| Tempat asal | CINA |
|---|---|
| Nama merek | Cheonny |
| Sertifikasi | ISO, ASME, EN |
| Nomor model | panel dinding air overlay |
| Kuantitas min Order | 10 ton |
| Harga | negotiable |
| Kemasan rincian | Bingkai besi |
| Waktu pengiriman | 30 hari kerja |
| Syarat-syarat pembayaran | L/C, T/T, Western Union |
| Menyediakan kemampuan | 1000 ton / bulan |
Detail produk
| Aplikasi | Industri, minyak dan gas | Nilai | Paduan Dasar Nikel, Inconel 625 |
|---|---|---|---|
| Jenis | Pipa Nikel, Tabung/pipa Nikel | Membentuk | Tabung / pipa inconel |
| Bahan | Inconel, Monel/Inconel/Incoloy/ hastelloy/PH Stainless steel, Inconel 600/UNS N06600 | Standar | Inconel600,EN,ASTM |
| Menyoroti | Panel Waterwall ISO 2mm,Panel Waterwall Anti Korosi ISO,tabung dinding air Cheonny ASME di boiler |
||
Deskripsi Produk
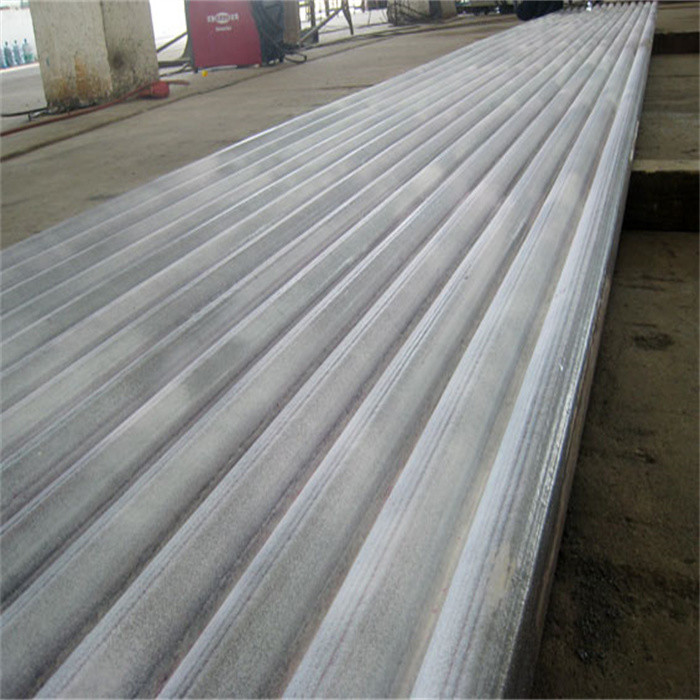
ASME Standard Anticorrosion Nickel Alloy/Inconel 625 Cladding Waterwall panel
Informasi Produksi
Lapisan las dasar nikel biasanya digunakan di Industri Tenaga Listrik untuk memperpanjang umur peralatan yang mengalami lingkungan korosi agresif. Karena kondisi boiler menjadi lebih agresif selama bertahun-tahun, pelapis paduan dasar Nikel menjadi lebih umum digunakan, tidak hanya untuk tujuan perbaikan dan pemeliharaan, tetapi juga sebagai solusi hemat biaya untuk instalasi boiler baru.
Perusahaan kami terutama mengadopsi teknologi permukaan terlindung gas.Dibandingkan dengan metode pelapisan lainnya, pelapisan berpelindung gas memiliki keuntungan sebagai berikut:
(1) Pengelasan berpelindung gas adalah jenis pengelasan busur terbuka.Selama proses pengelasan, pemanasan dan peleburan busur dan kolam cair dapat dilihat dengan jelas, yang nyaman untuk menemukan masalah dan penyesuaian tepat waktu, sehingga proses pengelasan dan kualitas las mudah dikendalikan.
(2) Pengelasan terlindung gas biasanya tidak perlu menggunakan kawat las tubular, sehingga tidak ada terak dalam proses pengelasan dan tidak ada pembersihan terak setelah pengelasan, yang menghemat jam kerja tambahan untuk pembersihan terak dan mengurangi biaya pengelasan.
(3) Berbagai aplikasi, efisiensi produksi tinggi, mudah melakukan pengelasan semua posisi dan mewujudkan mekanisasi dan otomatisasi.
(4) Cocok untuk mengelas sebagian besar logam dan paduan, paling cocok untuk mengelas baja karbon dan baja paduan rendah, baja tahan karat, paduan tahan panas, paduan aluminium dan aluminium, paduan tembaga dan tembaga dan paduan magnesium.
Ada berbagai macam ketebalan logam yang dapat dilas, dengan yang paling tipis sekitar 1mm dan yang paling tebal hampir tidak terbatas.
(5) Kemampuan beradaptasinya juga kuat, dan efisiensi pengelasan adalah yang tertinggi saat pengelasan datar dan pengelasan horizontal.
|
Komponen |
Baja tidak berlapis |
Baja dilapisi dengan Paduan 625 |
|
Dinding membran di ruang bakar – area bawah |
6-9 bulan |
3-4 tahun |
|
Dinding membran di ruang bakar – area yang lebih tinggi |
2 tahun |
> 8 tahun |
|
Alat pemanas |
3-4 tahun |
> 4 tahun |
|
Bahan dasar |
»Dinding pipa dan tabung tunggal di P235GH, 15Mo3, 13CrMo44, 10CrMo910 |
|
Bahan pengelasan |
»Paduan 622 (AS), paduan 625, paduan 686 (tabung pemanas super) menggembleng |
|
Gas pelindung |
»Gas pelindung 4 komponen: He = 32 %, H2= 2%, CO2= 0,05%, sisa Ar »Pilihan alternatif gas pelindung |
|
Peralatan las |
»Peralatan pengelasan GMA dengan sumber daya arus berdenyut»Pemrosesan pembakar otomatis |
|
Posisi pengelasan |
»Lebih disukai posisi vertikal ke bawah, lebar lapisan 15 - 20 mm |
|
Pilihan untuk aplikasi |
»Di lokasi boiler dengan peralatan las bergerak, ketebalan dinding minimum 3 mm »Pengelasan di bengkel las lapisan logam pada dinding pipa baru dan tabung tunggal |
|
Persyaratan teknis |
|
![]()
Masalah yang paling umum di permukaan adalah retak.Metode utama untuk mencegah retak adalah sebagai berikut:
1. Panaskan sebelum pengelasan, kontrol suhu interlayer dan pendinginan lambat setelah pengelasan
2. Perlakuan panas penghilang stres setelah pengelasan
3. Hindari permukaan multi-lapisan dan gunakan elektroda permukaan hidrogen rendah
4. Jika perlu, buat lapisan transisi antara lapisan permukaan dan logam dasar (gunakan elektroda dengan ekuivalen karbon rendah dan ketangguhan tinggi)
Perhatian harus diberikan pada pengelasan butt:
1. Menurut persyaratan penggunaan, pemilihan paduan permukaan yang wajar
2. Kurangi rasio pengenceran logam dasar sebanyak mungkin
3. Meningkatkan produktivitas
4. Diharapkan bahwa logam keras dan logam dasar memiliki koefisien ekspansi dan suhu transformasi fasa yang sama
Ptujuan Inconel Cladding di permukaan :
1. Perpanjang masa pakai
2. Mengurangi biaya
3. Kurangi suku cadang
4. Kurangi perawatan
Layanan kami
Pemasok produk berkualitas tinggi
Produk yang disesuaikan
Persyaratan fleksibel untuk ukuran pesanan
Produk yang beragam
Harga bersaing
Tim teknis dan kualitas profesional
Tim penjualan profesional
RFQ
T: Apakah Anda perusahaan dagang atau produsen?
A: Kami adalah produsen
T: Berapa lama waktu pengiriman Anda?
A: Umumnya 5-10 hari jika barang tersedia.atau 25-35days jika barang tidak tersedia, itu sesuai dengan kuantitas.
T: Apakah Anda menyediakan sampel?itu gratis atau tambahan?
A: Ya, kami dapat menawarkan sampel tambahan!
T: Apa syarat pembayaran Anda?
A: Pembayaran<=1000USD, 100% di muka.Pembayaran> = 1000 USD, 30% T/T di muka, keseimbangan sebelum pengiriman.
Jika Anda memiliki pertanyaan lain, pls jangan ragu untuk menghubungi kami