


Semua produk
Kontak Person :
Hua Dong
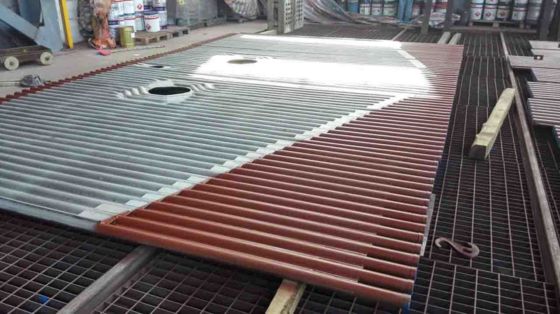
15mm-20mm Membran Dinding Boiler Hastelloy Super Heater Tubes

| Tempat asal | CINA |
|---|---|
| Nama merek | Cheonny |
| Sertifikasi | ISO, ASME, EN |
| Nomor model | membran overlay inconel |
| Kuantitas min Order | 10 ton |
| Harga | negotiable |
| Kemasan rincian | Bingkai besi |
| Waktu pengiriman | 30 hari kerja |
| Syarat-syarat pembayaran | L/C, T/T, Western Union |
| Menyediakan kemampuan | 1000 ton / bulan |
Detail produk
| Aplikasi | Industri, minyak dan Gas | Nilai | Paduan Dasar Nikel, Inconel 625 |
|---|---|---|---|
| Jenis | Pipa nikel,pipa nikel/pipa | Membentuk | Tabung / pipa Inconel |
| Bahan | Inconel,Monel/Inconel/Incoloy/ hastelloy/Baja tahan karat PH,Inconel 600/UNS N06600 | Standar | Inconel600,EN,ASTM |
| Menyoroti | ASME 20mm Membran Dinding Boiler,ASME Membran Dinding Boiler Hastelloy,ASME 15mm tabung pemanas super |
||
Deskripsi Produk
Nickel Alloy/Inconel 625 Cladding Membran boiler/panel dinding air
Informasi Produksi
Ketebalan lapisan Inconel harus mempertahankan ketebalan minimal 0,070".Untuk menjaga kelancaran permukaan, ketebalan unconel rantai silang minimum dan delta maksimum tidak lebih besar dari 0,020".Penggunaan permascope setiap 100 kaki linier (kira-kira setiap tabung ke-5) harus digunakan untuk memantau ketebalan overlay.Semua pengukuran ketebalan harus dicatat dan disampaikan kepada Covanta bersama dengan dokumentasi akhir.Jika hasil pengujian menunjukkan ketebalan lapisan kurang dari 0,070" dan delta lebih dari 0,020" antara ketebalan minimum dan maksimum, pemasok harus melakukan pengujian tambahan yang sesuai,monitoring and production measures necessary to assure that the thickness and surface smoothness is maintained in the desired range and that any deviations shall be minor in magnitude and minimum in frequency.
|
komponen |
Baja non plated |
Baja lapis paduan 625 |
|
Dinding membran di ruang pembakaran area bawah |
6-9 bulan |
3-4 tahun |
|
Dinding membran di ruang pembakaran luas yang lebih tinggi |
2 tahun |
> 8 tahun |
|
Pemanas ulang |
3-4 tahun |
> 4 tahun |
|
Bahan dasar |
️Dinding pipa dan tabung tunggal dalam P235GH, 15Mo3, 13CrMo44, 10CrMo910 |
|
Bahan pengelasan |
️Paduan 622 (AS), paduan 625, paduan 686 (tabung superheater) galvanisasi |
|
Gas pelindung |
️Gas pelindung 4-komponen: He = 32 %, H2= 2%, CO2= 0,05 %, sisa Ar ️Pilihan alternatif gas pelindung |
|
Peralatan las |
️GMA mengelap peralatan dengan sumber daya arus berdenyut️Pengolahan pembakar otomatis |
|
Posisi pengelasan |
️Posisi vertikal ke bawah lebih disukai, lebar lapisan 15 - 20 mm |
|
Pilihan untuk aplikasi |
️Di tempat di boiler dengan peralatan las mobile, ketebalan dinding minimal 3 mm ️Pengelasan di bengkel pengelasan lapisan logam pada dinding pipa baru dan tabung tunggal |
|
Persyaratan teknis |
|
![]()
Masalah yang paling umum dalam permukaan adalah retakan. Metode utama untuk mencegah retakan adalah sebagai berikut
1. prapanas sebelum pengelasan, kontrol suhu antarlapisan dan pendinginan lambat setelah pengelasan
2Pengolahan panas setelah pengelasan
3Hindari permukaan multi-lapisan dan gunakan elektroda permukaan hidrogen rendah
4Jika perlu, membangun lapisan transisi antara lapisan permukaan dan logam dasar (menggunakan elektroda dengan karbon rendah setara dan ketahanan tinggi)
Perhatian harus diberikan untuk pengelasan punggung:
1Menurut persyaratan penggunaan, pilihan yang wajar dari paduan permukaan
2Mengurangi rasio pengenceran logam biasa sebanyak mungkin
3. Meningkatkan produktivitas
4Diharapkan bahwa logam keras dan logam dasar memiliki koefisien ekspansi yang sama dan suhu transformasi fase
Pkegunaan Inconel Cladding di permukaan :
1. Perpanjang umur layanan
2Mengurangi biaya
3Kurangi suku cadang
4Mengurangi perawatan
Pelayanan Kami
Pemasok produk berkualitas tinggi
Produk yang disesuaikan
Persyaratan yang fleksibel untuk ukuran pesanan
Berbagai produk
Harga yang kompetitif
Tim teknis dan kualitas profesional
Tim penjualan profesional
RFQ
T: Apakah Anda perusahaan dagang atau produsen?
A: Kami produsen
T: Berapa lama waktu pengiriman Anda?
A: Umumnya 5-10 hari jika barang ada di stok. atau 25-35 hari jika barang tidak ada di stok, itu sesuai dengan kuantitas.
T: Apakah Anda menyediakan sampel? apakah itu gratis atau tambahan?
A: Ya, kita bisa menawarkan sampel ekstra
T: Apa syarat pembayaran Anda?
A: Pembayaran <=1000USD, 100% di muka. Pembayaran>=1000USD, 30% T / T di muka, saldo sebelum pengiriman.
Jika Anda memiliki pertanyaan lain, jangan ragu untuk menghubungi kami
Rekomendasi Produk